Sculpture Clay
Description
Highly grogged highly plastic sculpture body.
This body is built on a 50% base of kaolin and ball clay along with 20% of a fine red earthenware with the remainder a high quality grog.
Process Properties
This body is a major departure from traditional Plainsman style native grog bodies. It employs a fine particled, smooth and plastic base clay. This produces a body that is less susceptible to water splitting (while traditional Plainsman sculpture bodies have other advantages, they do split when exposed to water during the sculpting process). Sculpture clay is also more heavily grogged and the grog particles are all coarse (there are no fines like our other sculpting bodies). This smooth-base-with-coarse-grog nature means that particles push down into the clay with less resistance during throwing, making it somewhat less abrasive (it is too abrasive for anything but special pieces the wheel). If you do throw it, use the slip as much as possible for lubrication (rather than adding a lot of water). It is possible to fabricate very overhung and exaggerated shapes.
A note about drying: While the grog proportion is significant and coarse, caution is still needed to make sure that pieces dry evenly (because the clay portion itself is highly plastic).

Firing
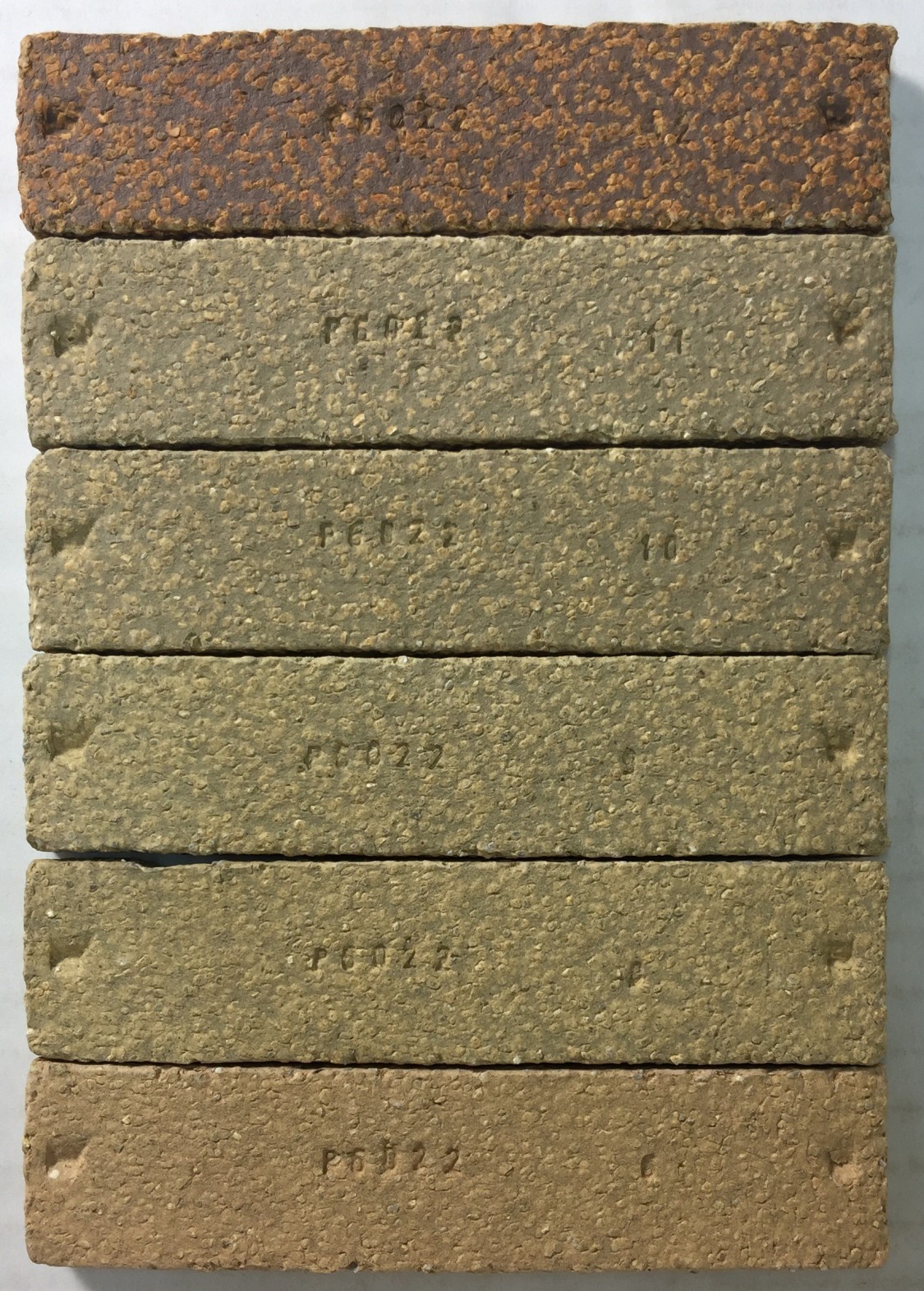
From a firing point of view, this body is also a significant departure from typical scupture bodies: it fires much more vitreous, thus overhung shapes may warp (although you do have the option of firing to a lower temperature for more fired stability). In addition it employs a low fire red clay to impart fired color (rather than refractory red) to achieve both its tan to brown burning color and maturity.
Without the grog this body base is highly plastic and vitrifies at cone 8. The benefit of the more vitreous nature is that it creates a stronger and more durable fired product that is much less susceptible to freeze-thaw failure. The significant grog complement provides a stability above cone 8. However there is need to support pieces well when firing to cone 10. Also be aware that at higher temperatures, smaller increases in firing temperature will produce more than the expected increase in warping. The body maintains good dark color all the way to cone 2R.
Be careful not to fire Sculpture clay too quickly, it will fail from steam pressure sooner than our other bodies.
While the body matrix vitrifies at higher temperatures, the grog particles are refractory and porous. Thus the majority of the reported porosity of this body is due to the porosity of the grog.
Since this body employs a low burning red to achieve color it will fire brown rather than red in reduction. Sculpture Clay does not burn with reduction speckle, rather, the lighter color of the grog particles produces a striking buff speckle on a dark background.

Glazing
Although glazing will not be common, you will find that the more dense matrix of fine clay will produce less glaze defects. At higher temperatures the body fires a darker tan to brown, so light colored glazes will be darkened to some extent.
Physical Properties
Drying Shrinkage: 5.0-6.0% Dry Strength: n/a Drying Factor: C110 Water Content: 20.0-21.5% Dry Density: N/A
Sieve Analysis (Tyler mesh):
+48 (300 microns): 20.0-23.0% 48-65 (300-210 microns): 3.0-4.0 65-100 (210-149 microns): 0.05-0.15 100-150 (149-106 microns): 0.05-0.1 150-200 (106-75 microns): 1.0-2.0 200-325 (75-45 microns): 3.5-4.5
Fired Shrinkage:
Cone 8: 4.5-5.5% Cone 10: 5.0-6.0 Cone 10R: 5.0-6.0
Fired Absorption:
Cone 8: 5.0-6.0% Cone 10: 4.0-5.0 Cone 10R: 3.5-4.5
Chemical Analysis
CaO 0.3 K2O 1.3 MgO 0.5 Na2O 0.2 TiO2 1.0 Al2O3 24.2 P2O5 0.1 SiO2 62.4 Fe2O3 2.4 MnO 0.0 LOI 7.6%
Gallery


Sculpture clay is vitreous enough for functional ware! The outside bare surface of these absorbs very little water. But it is a challenge to throw with. These insides have coloured engobes (L3954N) applied at leather hard stage. The glaze is G2571A Bamboo.
